






产品分类 更多>>



英标H型钢材料:
其中无损检测人员、焊工应持有质量技术监督行政部门颁发的证书。第七条制造单位有适应生产的厂房、场地、生产设备、检验设备,一般应满足下列要求:拥有的生产厂房应与产品制造加工的需要相适应,具有存放压力管道元件制造用原材料和成品元件的专用库房、场地,能满足防锈、防机械损伤、防混料和原材料区域标识的需要;产品有承压焊接接头的,应有适应生产需要的完好的焊接设备、配焊接辅助设备及烘干、保温设备和焊材专用库房;应拥有适应生产需要的铸造、锻造、机械加工、冷热成型、热处理等设备和工装;要求产品在厂内做耐压试验、气密性试验或其它安全性能试验的,应拥有相应的场地、设备、以及必要的安全防护设施;由制造单位进行原村料、产品无损检测和理化试验的应,应拥有相应的场地、仪器设备;应有生产品质量技术档案长期保管的条件;生产特种管道元件的,应有所需的专用设备。
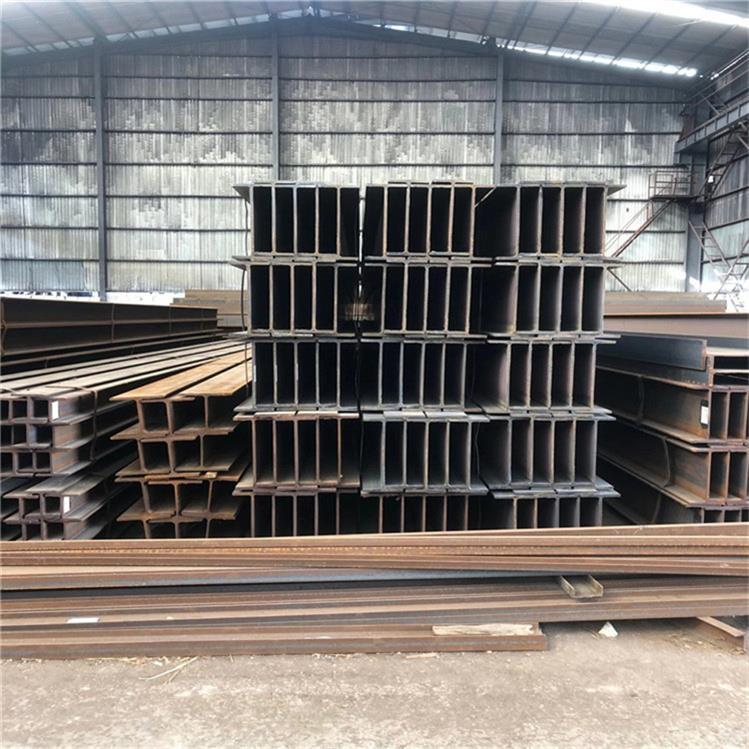
一、UBP254*254*71英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢很难溶于水,故对钢铁紧固件基体起着一定保护作用。如果氧化锌与大气中其它成分生成不溶性锌盐后,则防腐蚀作用更理想;具有锌-铁合金合金层,结合致密,在海洋性盐雾大气及工业性大气中表现特有抗腐蚀性。
二、UBP254*254*71英标H型钢热扎工艺手段:9、结构用防滑板、楼梯、天梯踏板等。 [2] 高层建筑中型钢混凝土组合结构的应用

四、UBP标H型钢规格型号表:
钢铁冶金:液位传感器的侦测精度、浇注设备的响应速度和控制系统的特性决定了液位控制的性。控制模式的基础是根据液位传感器输出值的变化和拉坯速度,并将其反馈回或传递给控制系统来控制滑动水口或塞棒的打开,从而控制中间包向结晶器的钢水流量。至于测量弯月面液位的传感器类型,x射线法和热电偶法早在80年代以前就已广泛使用。磁铁型是在80年代才开始推广的。至于浇注设备,虽然塞棒使用到了70年代中期,但经改进的滑动水口系统在板坯连铸机上更常见。
其中无损检测人员、焊工应持有质量技术监督行政部门颁发的证书。第七条制造单位有适应生产的厂房、场地、生产设备、检验设备,一般应满足下列要求:拥有的生产厂房应与产品制造加工的需要相适应,具有存放压力管道元件制造用原材料和成品元件的专用库房、场地,能满足防锈、防机械损伤、防混料和原材料区域标识的需要;产品有承压焊接接头的,应有适应生产需要的完好的焊接设备、配焊接辅助设备及烘干、保温设备和焊材专用库房;应拥有适应生产需要的铸造、锻造、机械加工、冷热成型、热处理等设备和工装;要求产品在厂内做耐压试验、气密性试验或其它安全性能试验的,应拥有相应的场地、设备、以及必要的安全防护设施;由制造单位进行原村料、产品无损检测和理化试验的应,应拥有相应的场地、仪器设备;应有生产品质量技术档案长期保管的条件;生产特种管道元件的,应有所需的专用设备。
一、UBP254*254*71英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢很难溶于水,故对钢铁紧固件基体起着一定保护作用。如果氧化锌与大气中其它成分生成不溶性锌盐后,则防腐蚀作用更理想;具有锌-铁合金合金层,结合致密,在海洋性盐雾大气及工业性大气中表现特有抗腐蚀性。
二、UBP254*254*71英标H型钢热扎工艺手段:9、结构用防滑板、楼梯、天梯踏板等。 [2] 高层建筑中型钢混凝土组合结构的应用
四、UBP标H型钢规格型号表:
| UBP(等边等厚)英标H型钢 | |||||||
| 型号 | 规格 | 米重 | 型号 | 规格 | 米重 | ||
| UBP203*203*45 | 200.2*205.9*9.5*9.5 | 44.9 | UBP305*305*126 | 312.3*312.9*17.5*17.6 | 126.1 | ||
| UBP203*203*54 | 204*207.7*11.3*11.4 | 53.9 | UBP305*305*149 | 318.5*316*20.6*20.7 | 149.1 | R | |
| UBP254*254*63 | 247.1*256.610.6*10.7 | 63 | UBP305*305*180 | 326.7*319.7*24.8*24.8 | 180 | R | |
| UBP254*254*71 | 249.7*258*12*12 | 71 | UBP305*305*186 | 328.3*320.9*25.5*25.6 | 186 | ||
| UBP254*254*85 | 254.3*260.4*14.4*14.3 | 85.1 | UBP305*305*223 | 337.9*325.7*30.3*30.4 | 222.9 | R | |
| UBP305*305*79 | 299.3*306.4*11*11 | 78.9 | UBP356*368*109 | 346.4*371*12.8*12.9 | 108.9 | ||
| UBP305*305*88 | 301.7*307.8*12.4*12.3 | 88 | UBP356*368*133 | 352*373.8*15.6*15.7 | 133 | ||
| UBP305*305*95 | 303.7*308.7*13.3*13.3 | 94.9 | UBP356*368*152 | 356.4*376*17.8*17.9 | 152 | ||
| UBP305*305*110 | 307.9*310.7*15.3*15.4 | 110 | UBP356*368*174 | 361.4*378.5*20.3*20.4 | 173.9 | ||
| 备注:生产执行标准EN10163-3和BS4-1:2005 | |||||||
钢铁冶金:液位传感器的侦测精度、浇注设备的响应速度和控制系统的特性决定了液位控制的性。控制模式的基础是根据液位传感器输出值的变化和拉坯速度,并将其反馈回或传递给控制系统来控制滑动水口或塞棒的打开,从而控制中间包向结晶器的钢水流量。至于测量弯月面液位的传感器类型,x射线法和热电偶法早在80年代以前就已广泛使用。磁铁型是在80年代才开始推广的。至于浇注设备,虽然塞棒使用到了70年代中期,但经改进的滑动水口系统在板坯连铸机上更常见。





















